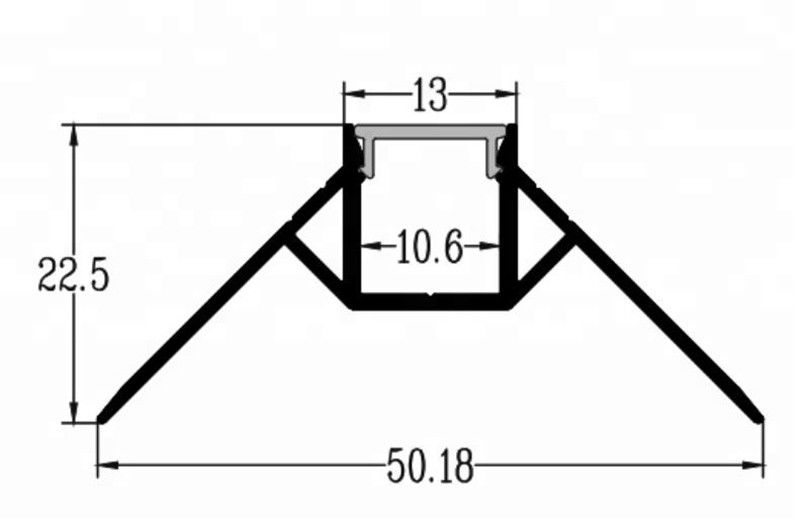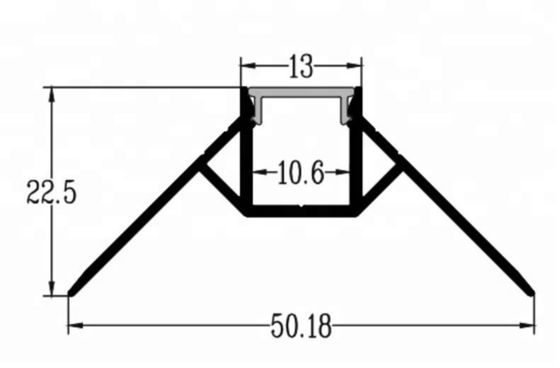
Şerit Işık için Difüzör Kapaklı Yüksek Kaliteli 90 Derece Köşe Led Alüminyum Profil Kanal
| isim | led şerit ışık kanalı, difüzörlü led şerit kanalı, led şerit ışık alüminyum ekstrüzyon, 45 derece alüminyum kanal, alüminyum kare profil, led şerit ışık kanalı, led alüminyum kanal, led şerit ışık montaj kanalı |
| Malzeme | Alüminyum Profil 6063 |
| şekil | Düz, U Şeklinde, Yuvarlak veya Özelleştirilmiş, çeşitli şekiller |
| uzunluk | 2.5m veya 2.7m, özelleştirilebilir |
| Yüzey İşlem | Eloksallı, Cilalı, Elektroforez, Elektrolizle |
| Renk | |
| Özellik | Kolay kurulum, Pürüzsüz yüzey, Grace yüzeyi |
|
paket |
Her parçaya şeffaf film yapıştırın, 1 kartonda 100 adet |
| Uygulama | Ev Dekorasyonu, Kapı ve Pencere, Soğutucu, LED, Kulübe |
| Kurulum Tanıtımı | Vidalı, Yüzeye monte, yapıştırılmış veya monte edilmiş, gömme montajlı |
![]()
Alüminyum profiller nasıl işlenir?
Alüminyum üretiminde ilk işlem dökümdür.Ana süreç:
İçindekiler: Üretilecek belirli alaşım derecelerine göre, çeşitli alaşım bileşenlerinin ilave miktarı hesaplanır ve çeşitli hammaddeler makul ölçüde eşleştirilir.
Eritme: Hazırlanan hammaddeleri eritme işlemi gereksinimlerine göre eritme fırınına koyun ve gazdan arındırma ve cüruf arıtma yöntemleriyle eriyikteki cüruf ve gazı etkin bir şekilde çıkarın.
Döküm: Belirli döküm prosesi koşulları altında, erimiş alüminyum soğutulur ve derin kuyu döküm sistemi ile çeşitli özelliklerde yuvarlak döküm çubuklarına dökülür.
![]()
Ekstrüzyon: Ekstrüzyon, profil oluşturmanın bir yoludur.İlk olarak, profil ürün bölümüne göre bir kalıp tasarlayın ve üretin ve ısıtılmış yuvarlak döküm çubuğu kalıptan çıkarmak için bir ekstrüder kullanın.
Yaygın olarak kullanılan alaşım sınıfları, ısıl işlem güçlendirmesini tamamlamak için bir hava soğutmalı su verme işlemi ve ardından yapay yaşlandırma işlemi ile ekstrüde edilir.
Farklı derecelerde ısıl işlem görebilen ve güçlendirilmiş alaşımların farklı ısıl işlem sistemleri vardır.
Renklendirme (burada oksidasyon süreci esas olarak tartışılmaktadır) Oksidasyon: Ekstrüde edilmiş alüminyum alaşımlı profilin yüzeyi güçlü değildir ve korozyon direncini, aşınma direncini ve görünüm estetiğini arttırmak için yüzey anotlama ile işlenmelidir.
![]()
Ana süreç:
Yüzey ön işlemi: Tam ve yoğun bir yapay oksit film elde etmeyi kolaylaştırmak için saf matrisi açığa çıkarmak için profilin yüzeyini temizlemek için kimyasal veya fiziksel yöntemler kullanın.Mekanik yollarla ayna veya mat (mat) bir yüzey elde etmek de mümkündür.
Eloksal: Profilin yüzey ön işlemi, yoğun, gözenekli ve güçlü bir adsorpsiyon filmi oluşturmak için belirli işlem koşulları altında alt tabakanın yüzeyinde anodizasyona uğrayacaktır.
Sızdırmazlık: Oksit filmin anti-kirlilik, korozyon direnci ve aşınma direncini arttırmak için anotlamadan sonra oluşan gözenekli oksit filmin gözeneklerinin kapatılması.Oksit film renksiz ve şeffaftır.Sızdırmazlık işleminden önce oksit filmin güçlü adsorpsiyonunu kullanarak, bazı metal tuzları film gözeneklerinde adsorbe edilebilir ve birikebilir, bu da profilin görünümünün doğal renk (gümüş beyazı) dışında birçok renk göstermesini sağlayabilir, örneğin: siyah, bronz, Altın sarısı ve paslanmaz çelik rengi vb.
Hizmetlerimiz tüm endüstrileri kapsar ve dünyanın her yerine ulaşır.